Product Catalog

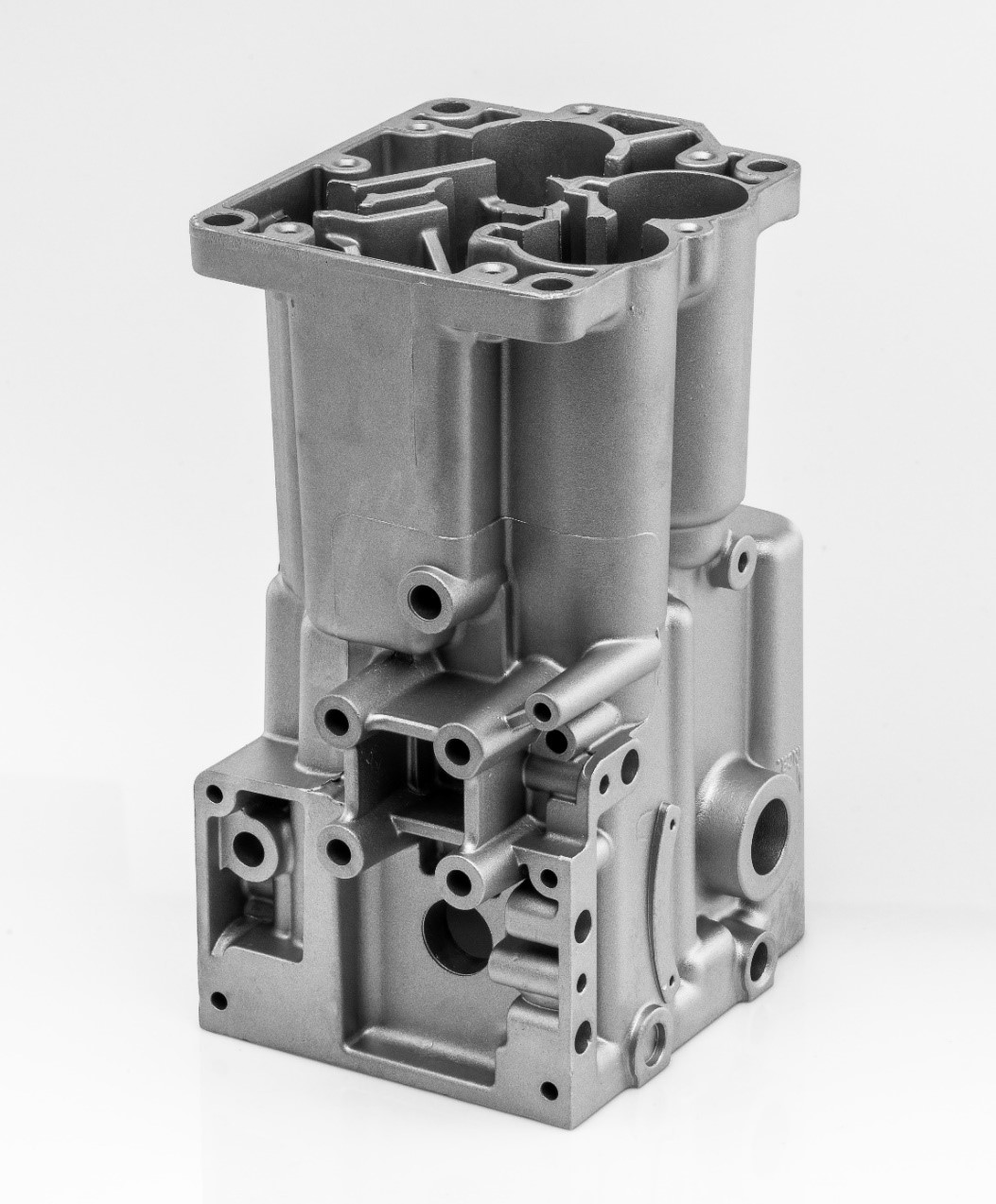
Part Description: Pipe Threading Machine Housing
Industry: Construction
Alloy: 383
Weight: 17 lbs.
Cavities: 1
Machine size: 1200 ton
Secondary Operations: Vibratory Deburr and sanding
This large casting is formed with 3 slides. Proper die thermal and process control is required to create a cosmetic finish on the entire outside of the casting.
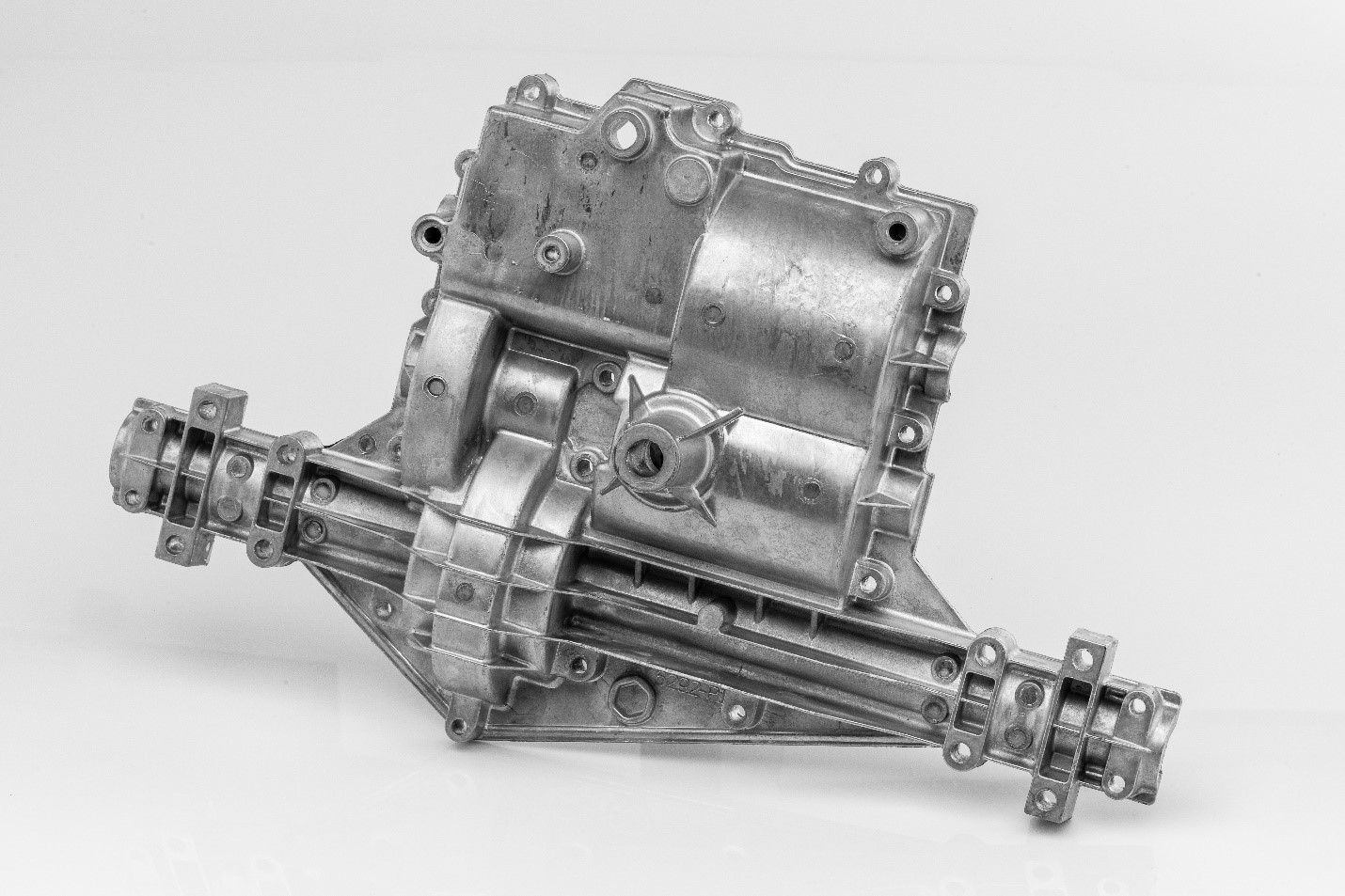
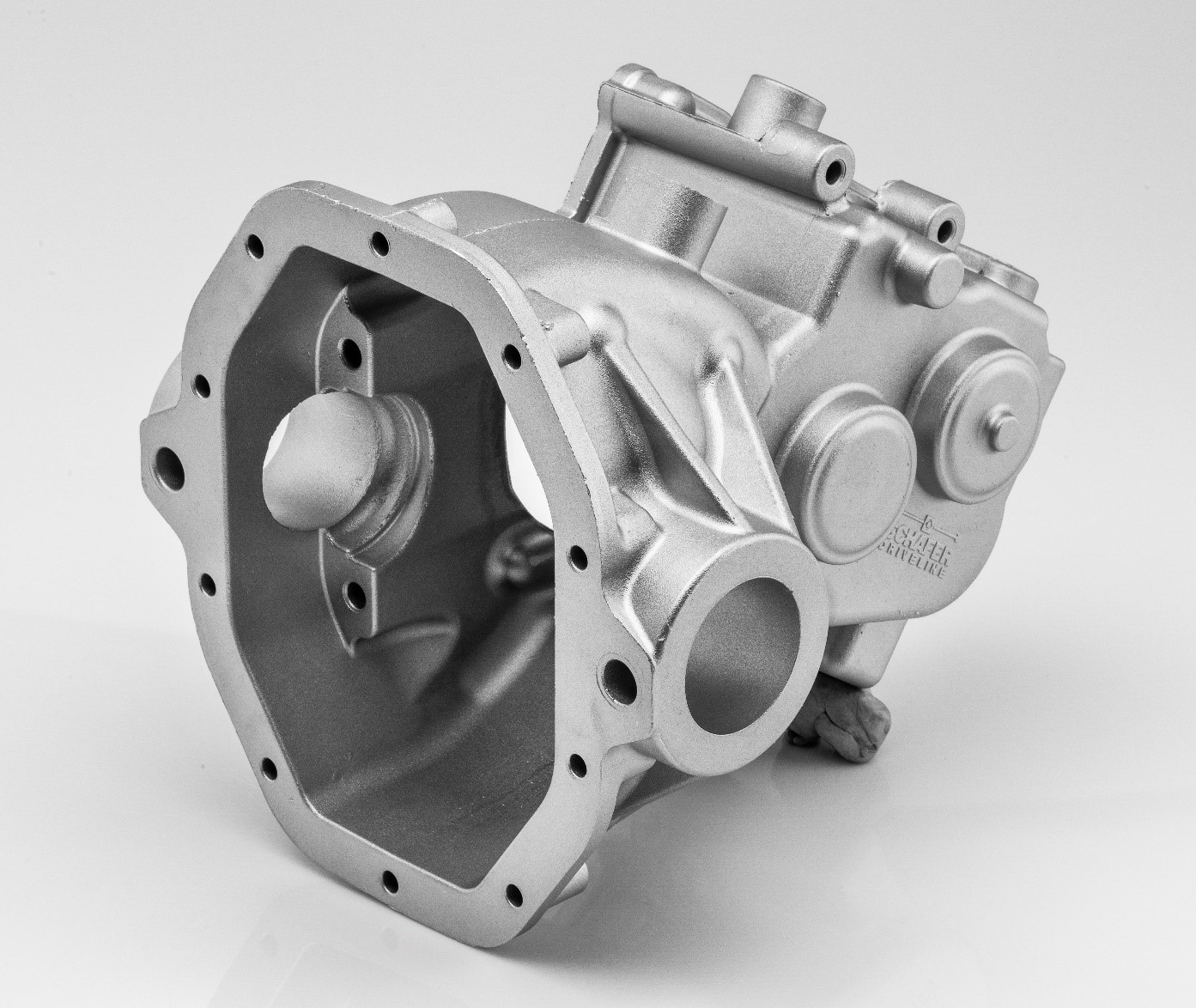
Part Description: Axle Housing
Industry: Off Highway
Alloy 383
Weight: 17.7 lbs.
Cavities 1
Machine size 1200 ton
This casting has a complex geometry with varying wall shapes and configurations. We performed over 50 filling and solidification simulations to optimize the runner and venting system. We produced high quality castings on the first sampling.
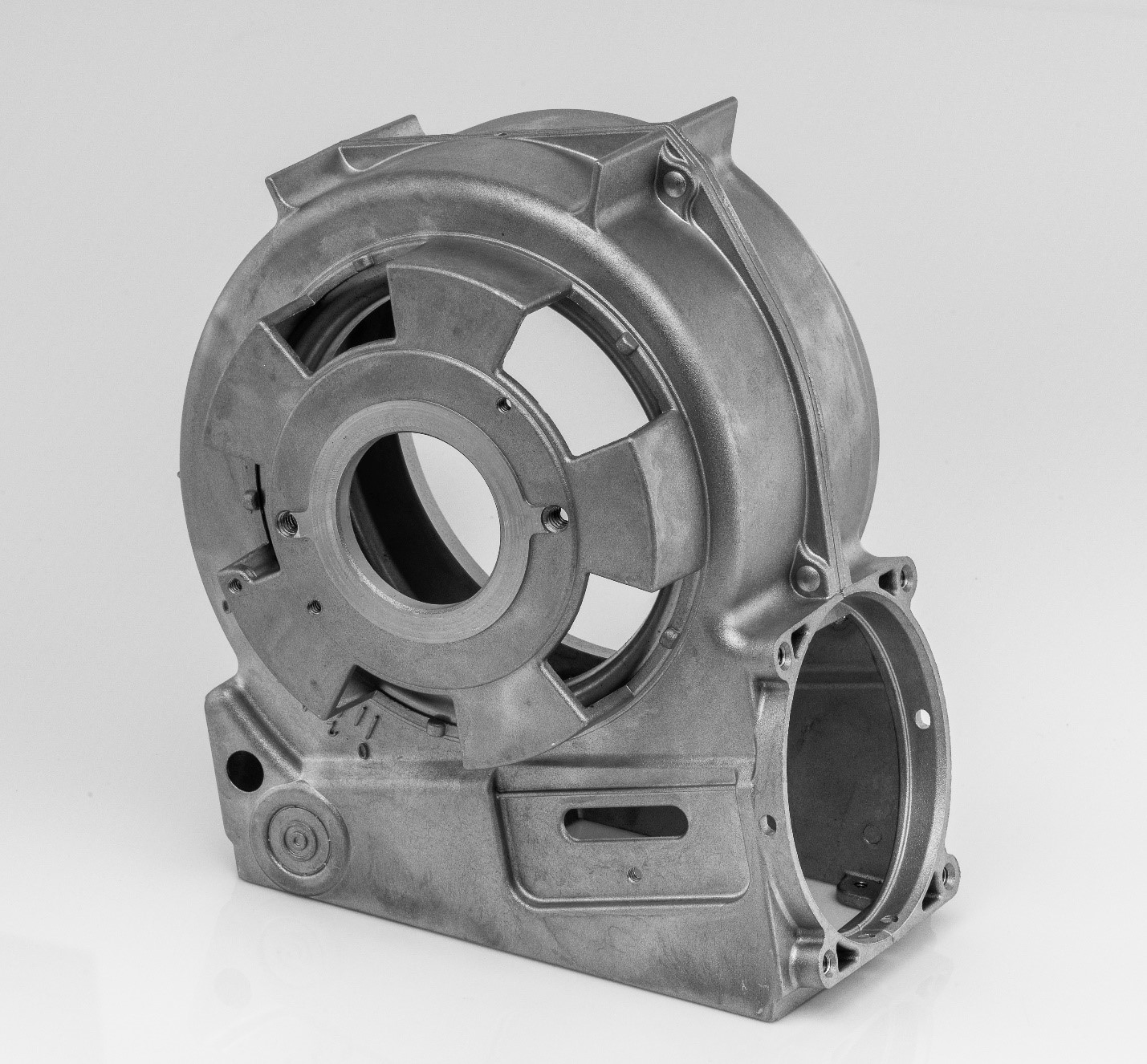
Part Description: Furnace Blower Housing
Industry: Residential Heating and Cooling
Alloy 383
Weight 2.5 lbs.
Cavities: 2 and 4 cavity family dies
Machine size 900 ton
Secondary Operations: Rivet, spin blast
The two halves of this housing are cast simultaneously in a family die. We rivet both halves together after die trimming. These thin walled castings have tight flatness tolerances to ensure a tight seal during operation.
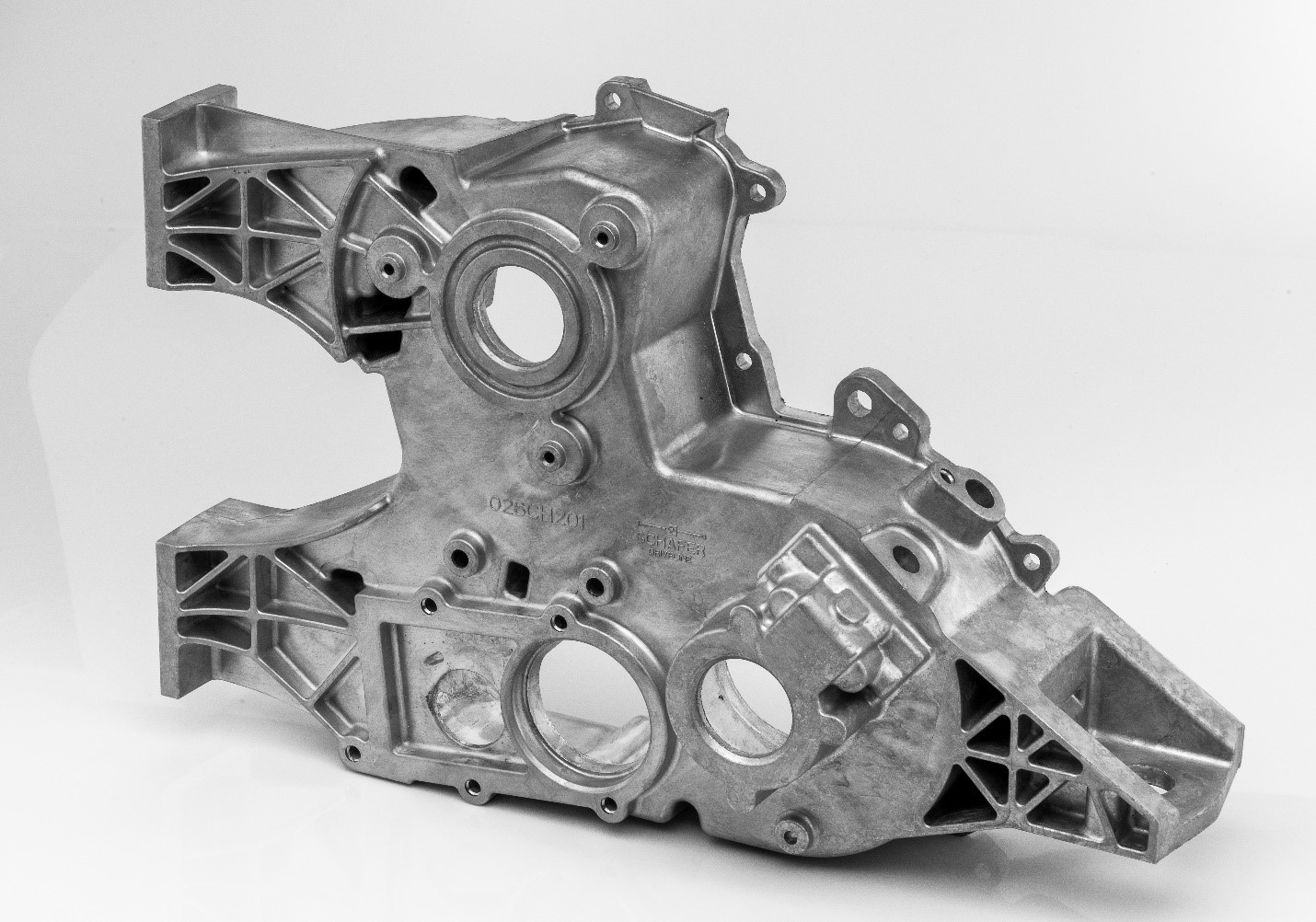
Part Description: Large Engine Governor
Industry: Construction
Alloy 383
Weight 10 lbs.
Cavities 1
Machine size 900 ton
Post casting operations: Vibratory deburr, sanding and reaming
This casting is produced with a complex 3 slide die. Two of the slides have intricate walls to form the functional areas of the governor.
Part Description: Axle Housing
Industry: Lawn and Garden
Alloy 383
Weight 5 lbs.
Cavities 2
Machine size 900 ton
The axle features are cast with very tight tolerances to minimize secondary machining.
Part Description: Brake Pump Housing
Industry: Automotive
Alloy 413
Weight .68 lbs.
Cavities 2
Machine size 600 ton
Pump housings must be pressure tight. 413 alloy creates the thickest pressure tight skin of any die cast alloy making it ideal for this application. Small diameter slide cores surrounded by heavy walls are thermally controlled using jet cooling to reduce porosity and solder.

Part Description: Axle Housing Cover
Industry: Commercial Lawn and Garden
Alloy 383
Weight 7 lbs.
Cavities 1
Machine size 900 ton
Secondary Operations: Spin Blasting
The internal feature of this casting is formed with a large slide which also functions are a secondary machining locating surface. The slide dimensions are held well within NADCA precision tolerances for this operation.
Part Description: Shift forks
Industry: Automotive
Alloy 380, 383, 390
Weight .5 lbs. -2 lbs.
Cavities 1-4
Machine size 600-900 ton
Secondary Operations: Tumble blasting
These castings require very tight cross parting line tolerances on multi-cavity dies to reduce secondary machining on the shifting surfaces.

Part Description: Connecting Rod
Industry: Transportation
Alloy 383 with a Dispal insert
Weight 1 lbs.
Cavities 4
Secondary Operations: Tumble blast, assembly and machining
The connecting rod is cast with a unique aluminum insert which is very high in silicon for wear resistance. We assemble and machine both castings in a secondary operation. The bores are machined to less than a 16 micro finish with a tolerance of +/- .006 microns
Part Description: Latch tongue
Industry: Construction
Weight .05 lbs.
Alloy Zamak 3
Cavities 4
This casting is only .75” x .5” with delicate stepped parting lines.


Part Description: Engine Oil Filter Housing
Industry: Aviation
Alloy 383
Cavities 1
Machine Size: 600 ton
Secondary Operations: Machining, Godfrey & Wing Impregnation and Pressure Test
A stainless steel insert is cast into this part. We mill the gasket seal surface, then use a form tool to hold the critical dimensions using a 5th axis CNC Mill. We use a CNC lathe to bore out the stainless steel insert, thread it, and machine the oil can surface. We cast this part with Fondarex vacuum to ensure a pressure tight casting.
Part Description: Air Muffler Caps
Industry: Industrial
Weight .05-1.0 lbs.
Alloy 383
Cavities 4-12
Machine Size: 600 ton
These castings are produced in family dies capable of producing dozens of varieties while minimizing the customers tooling cost. The castings are machined in automated dual spindle lathe.


Part Description: Actuator Body
Industry: Industrial
Weight .5-3.5 lbs.
Alloy 383
Cavities 1
Machine Size: 600 ton
Secondary Machining: Vibratory deburr, Machining, Impregnation, anodizing and paint
This part is machined on one of our 5th axis machines. This allows us to machine the part complete in one fixture and hold very tight True Position tolerances. The machined surfaces of this part must exhibit zero visible porosity. Several versions of this casting are produced using Fondarex Vacuum.
Part Description: Valve Body
Industry: Transportation
Weight .35 lbs.
Alloy 383
Cavities 2
Machine Size: 600 ton
Secondary Operations: Machining and anodizing
We use a CNC with progressive fixtures to machine this casting. Form tools are used to machine the ports to ensure all tolerances are met while minimizing cycle time. These castings are produced with Fondarex Vacuum to ensure pressure and porosity requirements are met.


Part Description: Solenoid Pilot Body
Industry: Electronics
Weight .735 lbs.
Alloy 383
Cavities 1
Machine Size: 600 ton
Secondary Operations: Vibratory Deburr and machining.
This part has an intricate slide geometry with extensive secondary machining with zero allowance for visible porosity. We use a CNC with progressive fixtures to machine this part. A form tool cuts 2 different features simultaneously.
Part Description: Tire Inflation Hubcap
Industry: Transportation
Weight 2 lbs.
Alloy 383
Cavities 2
Machine Size: 600 ton
Secondary Operations: Vibratory Deburr, Machine, Godfrey & Wing Impregnation and Anodize.
These castings are produced on 2 cavity dies with long slide cores. Dies are thermally controlled with the help of infrared imaging to minimize soldering that may cause leak paths.
This part is machined using one of our 4th axis machines. This casting has deep ports that require 32 micro finish after Impregnation and Anodizing. We were able to develop a form tool that not only holds the surface finish but also cuts other features at the same time.


Part Description: Bracket
Industry: Construction
Weight .285
Alloy 383
Cavities: 1
Machine Size: 600 ton
This part is machined on one of our 4th axis machines. This part is challenging to hold in the fixture due to its design. All bores on this casting are machined to a 32 micro surface finish along with other drilling, milling, and tapping operations.
Part Description: Tubing Cutter
Industry: Hand Tools
Weight: 2 lbs.
Alloy 383
Cavities 1
Machine Size 600 ton
These castings are formed with multiple slides. The features formed by the slides must be held in tight tolerances to both die halves for the casting to function properly.


Part Description: Shock Mount
Industry: Automotive
Weight 1 lbs.
Alloy 360 and 413
Cavities 6 and 10
Machine size 900 and 600
Secondary Operations: Tumble blast and roll forming.
The elastomer is inserted into the housing and roll formed together with a lid during a secondary operation performed at General Die Casters. The casting material must have exceptional integrity to withstand the roll forming process without failing.
Part Description: Floor Cable Poke – Thru Assembly
Industry: Construction
Weight 2 lbs.
Alloy 383
Cavities 1 and 2
Machine size 600
Secondary Operations: Machining, Anodize, E-Coat, Paint, Assembly
This assembly is produced with 7 different castings. GDC performs the assembly on a made to order process to reduce the customers inventory cost. The assemblies are finished in a variety of E-coat, Paint and anodize finishes.

Part Description: Electric Motor End Covers
Industry: Automotive
Weight .4-.8 lbs.
Alloy 383
Cavities 4, 6 and 8
Machine size 900 ton
Secondary Operations: Tumble blast and CNC machining.
These castings are produced on 8 and 12 cavity dies with tight cross parting line tolerance for CNC fixturing. These parts are machined using one of our fully automated lathes. While the part may look easy to machine its actually very challenging. These parts have very little surface area on the O.D. (approximately .100 of an inch) for the jaws to hold the casting. The chuck pressure along with the fixture design must be perfect or you will distort the casting.
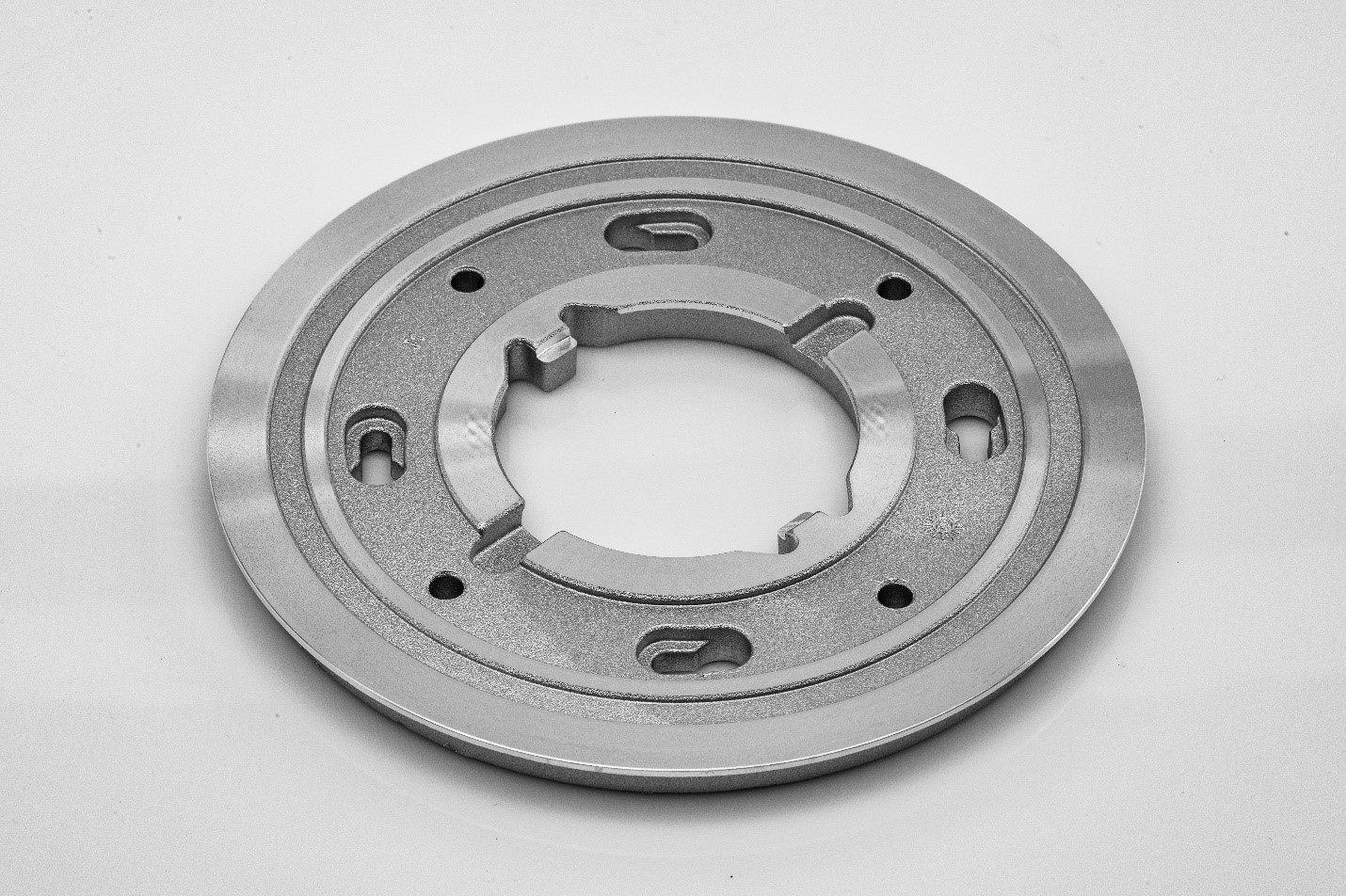
Part Description: Transmission Retainer Ring
Industry: Automotive
Weight .25 lbs.
Alloy 383
Cavities 8
Machine size 900 ton
Secondary Operations: Tumble blast and CNC machining.
These parts are machined using a fully automated dual spindle lathe. We use Fondrex vacuum to produce these castings to ensure there is no visible porosity on the machined surfaces.


Part Description: T-Handle
Industry: Automotive
Weight .1 lbs.
Alloy 383
Cavities 12
Machine size 600 ton
Secondary Operations: Vibratory Deburr, Machining and paint.
We cast several versions of this part using interchangeable unit dies to reduce the customer’s tooling cost. We machine these castings in a controlled oversized state to allow the threads to be in tolerance after painting.
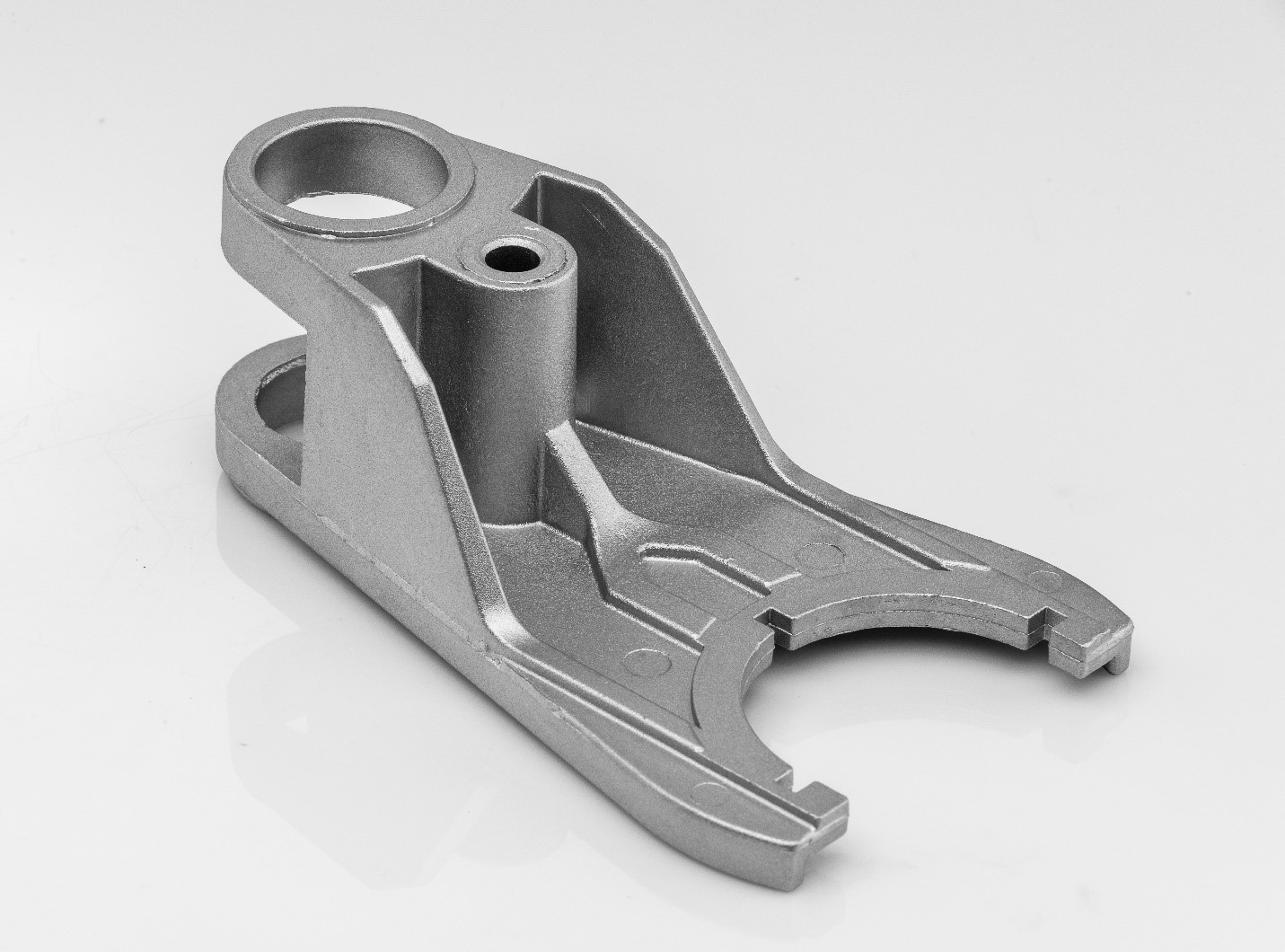
Part Description: Lever Assembly
Industry: Construction
Weight .1 lbs.
Alloy 383
Cavities 1
Machine size 600 ton
Secondary Operations: Drill, ream, broach, saw, press in inserts
This part contains two small cast in powdered metal inserts in a die with complex slide shut offs. We machine this part on our 5th axis CNC which gives us the ability to machine all features without it ever leaving the fixture. We machine the part in one set up and hold tighter than normal positional tolerances than if multiple setup/fixtures where used.


Part Description: Small Engine Cylinder
Industry: Lawn and Garden
Weight 1-2 lbs.
Alloy 383 and 390
Cavities 2 and 4
Machine size 900 ton
Secondary Operations: Heat Treating
The thin cooling fins require tight process controls to ensure proper filling. The thin die steel features combined with 390 alloy require strong tooling preventive maintenance program to ensure tool life goals are met.
Part Description: Small Engine Piston
Industry: Lawn and Garden
Weight .1-.2 lbs.
Alloy 390
Cavities 8-10
Machine size 600 and 900 ton
Secondary Operations: Heat Treating and tumble blast
High cavitation dies with tight dimensional and porosity requirements are required for pistons. 390 alloy must be closely managed to ensure primary silicon structure meets specifications.
